압연기로 하는 금속 무늬 가공
금속 표면 무늬 가공의 대표적인 3가지 방법은 성형 망치를 이용한 방법, 압연기를 이용
한 방법, 스탬핑 정을 이용한 방법이 있다. 여기에서는 압연기를 이용하여 금속 무늬 표현
하는 방법을 이해하고 실습한다.

1. 압연기를 이용한 무늬 표현
(1) 압연기의 종류와 쓰임새
압연기는 회전하는 금속 롤러 사이에 가공하려는 금속 봉, 판을 넣어 밀어내면서 얇게
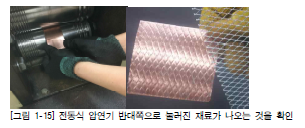
눌러 일감의 두께를 조절하는 기계이다. 수동식과 전동식이 있으며 수동식은 작업자
스스로 조절하므로 섬세한 작업이 가능한 장점이 있으나 힘이 많이 드는 단점이 있고,
전동식은 힘이 적게 드는 장점이 있으나 가격이 비싸고 손이나 다른 기물이 들어갈
경우 위험하다. 원하는 작업에 따라 전동식이 적합한 경우와 수동식이 적합한 경우가
있다.
2. 압연기 사용 시 유의사항
(1) 압연기가 정해진 위치에 수평으로 설치되어 있는지 확인한다.
(2) 롤러의 표면에 흠집이 있거나 녹슨 부분이 있는지 확인하여 롤러가 항상 깨끗한 상
태를 유지하도록 유의한다.
(3) 롤러는 철로 만들어져 있으므로 부식될 수 있는 산성 용액이 묻지 않도록 한다. 오
염이 되었다면 기름칠을 하여 부드러운 천을 닦아준다.
(4) 압연할 금속은 열풀림을 한 후 사용한다. 압연을 진행하는 과정에서 금속판이 경화
되면 다시 열풀림과 산처리 작업을 하고 난 후 압연을 계속 진행하여야 작업성이
좋아지고 금속판에 균열이 생기지 않게 고르게 압연할 수 있다.
(5) 가공할 대상의 금속 폭은 롤러 폭의 1/2 이하로 사용한다. 한 번에 너무 많이 폭을
줄여 압연하면 판이 롤러 사이에 끼일 수 있고 금속이 과도하게 틀어질 수도 있다.
(6) 롤러 간격 조절 핸들을 1/3~1/4 정도만 줄여서 사용하고, 단단한 금속의 경우에는
같은 간격으로 여러 번에 나누어 서서히 작업을 진행한다.
(7) 수동식은 서서히 손잡이를 돌리면서 작업을 진행할 수 있지만, 전동식의 경우는 시
작 버튼을 누르면 금속이 빠르게 밀려들어가듯 진행되기 때문에 초보자의 경우는
처음부터 혼자서 작업을 시작하지 않고 숙련자의 시범을 보고 충분하게 사용법을
숙지하고 작업해야만 한다.

3. 압연기를 응용한 금속 표면 가공
(1) 압연기를 응용한 가공은 금속 강도가 다른 특성을 이용하여 강도가 큰 금속의 무늬
가 강도가 작은 금속에 찍혀 무늬로 표현된다. 전체적으로 질감 표현을 할 수도 있
고, 부분적으로 원하는 부분에만 질감을 표현할 수도 있다.

(2) 압연은 다양한 방법으로 금속판에 질감을 찍어낼 수 있지만, 기본적으로는 원하는
크기의 금속판에 질감 처리를 하고자 하는 금속을 서로 맞닿게 밀착한 후 롤러 사
이에 끼워 압연하여 바탕 금속에 무늬를 찍는 것이다. 롤러의 폭에 따라 금속이 눌
리는 깊이가 다르기 때문에 나타나는 무늬의 선명도가 달라지기 때문에 같은 재료
를 사용하더라도 롤러의 사용방법이 따라 다양한 느낌을 표현할 수 있다. 여러 번
의 연습을 통해 원하는 정도의 작업을 진행할 수 있다. 이때 롤러의 폭이 너무 좁
을 경우 부분적으로나 전체적으로 바탕 금속이 찢어져버리기 때문에 이 또한 여러
번의 연습을 통해 원하는 정도로 압연할 수 있도록 해야 한다.

수행 내용 1 / 금속판에 철망 무늬 압연하기
압연기를 이용해 철망 재질을 표현한다.
1. 세공 톱대로 재료를 가공하기 적절한 크기로 금속판을 자른다.

2. 금속 표면을 사포질하여 깨끗하게 한다.
3. 금속 표면을 열풀림하여 금속이 가공되기 쉽도록 만든다.
4. 압연기 조작을 위해 2인 1조로 팀을 조직하고, 한 명은 압연 실습을 하고 다른 한
명은 작업을 관찰하며 보조자 역할을 한다.
5. 압연기 롤러의 간격과 재료의 두께를 확인하면서 핸들을 조절한다. 압연기 롤러의
간격을 재료의 두께보다 조금 좁게 조절한다.
6. 압연을 세 종류로 나누어 진행한다.

(1) 압연할 철망 중 한 종류를 선택하여 적동판 사이에 넣고 가공할 적동판을 아래
위로 배치하여 무늬를 정렬한다. 두 장의 적동판에 같은 무늬가 적동판의 양쪽
에 반대로 나타나는지 확인한다.
(2) 적동판 한 장에 철망을 올려놓고 압연기에 돌린다.
(가) 철망의 무늬가 정방향이 되도록 하여 압연한다.
(나) 같은 철망의 방향을 45°틀어 금속판에 올리고 압연을 한다.
(다) 철망의 위치에 따라 금속판에 찍히는 무늬의 방향이 다양하게 나타나는 것을
확인한다.

(3) 철망을 적동판의 앞면과 뒷면에 동시에 대고 압연을 한다.
(가) 같은 무늬의 철망을 앞뒤 면에 놓고 압연한다.
(나) 무늬가 다른 철망을 앞뒤에 각각 대고 압연한다.
(다) 방법의 차이에 따라 나타나는 무늬의 차이점을 살펴본다.
(4) 두 장의 철망을 한 면에 겹쳐서 압연한다.
(가) 같은 무늬의 철망을 겹쳐서 압연한다.
(나) 다른 무늬의 철망을 겹쳐서 압연한다.

(5) 방법의 차이에 따라 나타나는 무늬의 차이점을 살펴본다.
7. 재료를 회전하는 압연기에 넣고, 보조자는 돌발 상황을 주의하여 관찰해 돌발 상황
시 전원을 차단할 수 있도록 준비한다.

- 압연기의 롤러 폭 조절이 급격하면 롤러에
무리가 가고 압연기 고장의 원인이 되므로
롤러의 핸들을 1/3~1/4 정도만 줄여서 조금
씩 반복하는 것이 좋다.
-철망을 그대로 압연기에 넣으면 롤러의 표면
에 흠집이 생길 수 있기 때문에 압연기에
넣을 때 철판을 덧대어주면 이를 방지할 수
있다
- 압연기를 사용하는 도중 압연기에 작업물이
끼는 상황이 발생하면, 롤러의 손잡이를 앞뒤
로 세게 반복하여 움직여 작업물을 빼낸다.
수행 내용 2 / 금속에 자유 무늬 압연하기
선재로 자유 곡선을 만든다.
1. 적동판과 황동판을 각각 1장씩 준비한다.
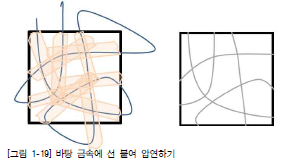
2. 표현하고자 하는 선의 형태를 만들어 금속판에 테이프를 이용해 고정한다. 이때 사
용하는 선재는 판재보다 강한 금속이어야 한다. 판재보다 약한 금속선을 쓰게 되면
무늬가 찍히지 않고 반대로 선이 눌리게 된다.
3. 테이프와 선 사이에 간격이 없도록 밀착하여 고정한다. 간격이 생기거나 헐겁게 붙이
게 되면 압연기의 힘에 의해 선의 자리가 움직이면서 원하는 선이 나오지 않는다.
4. 적동판과 황동판에 같은 모양의 선재를 같은 자리에 붙인다.
5. 압연기 입구에 판과 선재가 물리도록 하여 깊이를 측정한다. 너무 강하게 누르면
판이 찢어질 수 있기 때문에 유의하여 압연을 실시한다.
6. 적동판과 황동판을 같은 폭의 롤러에 순차적으로 압연한다.
7. 테이프를 제거하고 적동판과 황동판에 찍힌 무늬의 차이점을 비교한다.
자유 재료를 이용해 패턴을 만든다.
1. 적동판과 황동판을 각각 1장씩 준비한다.
2. 핀이나 클립 등의 부속을 원하는 위치에 배열하고 테이프를 사용하여 밀착시켜 붙
인다.

3. 부속품이 겹치면 압연 시 형태가 뚜렷하게 나오지 않을 수 있기 때문에 너무 과하
게 겹쳐지지 않도록 배치한다.
4. 적동판과 황동판에 같은 무늬를 배열한다.
5. 같은 폭의 롤러에 압연한다.
6. 테이프를 제거한다.
7. 두 개의 판에 나타난 무늬의 차이점을 살펴본다.
-전동 압연기를 사용하는 경우 실습자는 주위
나 위험한 상황에 대처하기 힘들기 때문에
보조하는 사람이 돌발 상황 시 즉시 전원을
차단할 수 있도록 차단 스위치 가까운 곳에
서 실습자의 실습을 돕는다.
- 압연할 때는 한 번에 원하는 효과를 얻기
힘들기 때문에 여분의 판을 준비해두는 것
이 좋다.
'공예 관련' 카테고리의 다른 글
| 컴퓨터를 활용한 금속 파내기 (0) | 2022.04.24 |
|---|---|
| 스탬핑 정을 이용한 금속 무늬 표현 (0) | 2022.04.24 |
| 평면가공 - 성형 망치를 이용한 금속 무늬 표현 (0) | 2022.04.22 |
| 금속 기초가공 작업의 이해와 준비 (0) | 2022.04.21 |
| 금속공예 - 다양한 금속 접합 방법 (0) | 2022.04.20 |