금속공예 제작을 위해 가장 초기에 요구되는 것은 정밀성과 계획성이 바탕이 되는 기본
준비 단계이다. 즉, 정확한 치수 측정과 이에 따른 올바른 크기와 위치에 제도와 도면 제
작이 이루어져야 하며 이렇게 제작된 도면의 이해가 함께 수반되어야 한다. 표시한 재료에
약간의 오차나 흠은 정밀한 작업에서 허용되지 않으며 정확한 수치 측정과 금긋기는 앞으
로 진행되는 뒷 작업에서 발생할 수 있는 문제점을 최소화할 수 있다.
1. 측정하기
작업의 예상 결과를 정확히 얻기 위해 여러 가지 측정 도구를 이용하여 정확한 수치를 파
악하고 작업하기.
(1) 종류
· 버니어 캘리퍼스(Vernier Calipers)
물건의 길이, 두께, 폭, 파이프의 내경과 외경, 홈의 깊이 등의 측정이 가능하며 소
수점 둘째 자릿수(0.05mm 정도)까지 측정이 가능하다. 정밀도가 높아 금속공예 작
업 시 측정에 가장 많이 사용되는 기구이며 필요시 금긋기 대용으로도 쓰인다.
· 철자, 직각자, 줄자, 각도기
· 마이크로미터기, 다이얼 인디케이터
· 컴퍼스, 철필, 디바이더, 와이어 게이지
· 천칭저울, 전자저울
(2) 버니어 캘리퍼스 사용법

· 눈금 읽는 법
① 아들자의 0이 가리키는 곳의 어미자 눈금을 읽는다.
② 어미자와 아들자 눈금이 일치하는 곳의 아들자 눈금을 읽는다.

· 올바른 측정 위치

2. 금긋기
금속 위에 도면을 바로 그려 절단 공구를 이용하여 자르기
(1) 금긋기 공구
· 금긋기 바늘(금긋게)
직선자나 형판에 따라 판에 금긋기 선을 그을 때 사용한다. 바늘 끝은 열처리하여
15~20°의 뾰족한 날로 다듬어 사용하는 것이 좋다.

· 펀치(punch)
금긋기 선의 시작점이나 중간 위치를 분명하게 하거나 드릴을 사용하여 구멍을 뚫
을 위치를 표시하고자 할 때 사용한다.

· 정반(surface plate), 직각자
재료의 평을 잡는 기준이 되는 도구. 정반의 평면을 기준으로 일감의 판에 금을 긋
기도 함.

· 컴퍼스
원을 그릴 때나 선을 분할할 때 사용.

(2) 금긋게 사용법
일감을 움직이지 않게 고정시키고 단면에 금 그을 선의 양쪽 끝 부분에 표시점을 내
고 강철자를 정확한 위치에 올린다. 강철자 옆 단면과 금긋기 끝이 잘 맞도록 한 후
15°정도 기울여서 금긋기를 한다.

(3) 펀칭하기
· 한 손으로 펀치를 잡고 정확한 위치에 펀치 끝이 올려 질 수 있도록 60°정도 기
울여 맞춘 다음 수직으로 세운다.

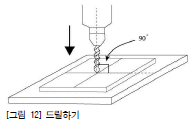
3. 구멍 뚫기(천공)
금속 투각을 위한 톱날 자리를 만들거나 특별한 장식 효과를 내기 위해 구멍을 뚫는다.
(1) 천공 기구
· 드릴: 수동 핸드 드릴, 자동 핸드 드릴, 전동 드릴

(2) 핸드 드릴로 구멍 뚫기
· 도면 치수에 맞는 드릴 날을 선택하여 드릴 척 중심에 드닐 날을 넣고 척을 돌려
고정시킨다.
· 구멍을 뚫을 일감을 두꺼운 나무판 위에 고정시키고 펀치로 정확한 위치를 잡는다.
· 펀치가 되어 있는 곳에 드릴 날 끝을 정확히 일치시킨다.
· 드릴의 손잡이를 왼손으로 잡고 오른손으로 회전 손잡이를 잡아 천천히 회전시킨다.
· 일감과 드릴의 각도는 90°를 유지하고 처음에는 힘을 살짝 주면서 회전시키고 끝
에는 힘을 주지 않고 관통시킨다.
4. 땜의 종류
(1) 은땜
가장 일반적인 땜이며 주로 은과 동의 접합에 쓰인다. 금과 철의 접합도 가능하다.
순은에 구리, 아연 들의 합금 비율에 따라 강땜, 중땜, 약땜으로 나누며 일반적으로 강
땜(순은 80 + 구리 15,아연 5), 중땜(순은 70 + 구리 20, 아연 10), 약땜(순은 60 + 구리
25, 아연 15) 등의 비율로 제작되어 판 형태와 선 형태로 판매되고 있다. 원하는 비율
로 더 강하게 혹은 더 약하게 제작 가능하고, 제작을 위해 구리, 아연 등을 각각 첨가
할 수도 있고 땜 제작을 위한 땜 봉이 따로 판매되고 있다. 강땜일수록 용융점이 높기
때문에 강땜으로 시작하여 중땜, 약땜 순으로 단계별로 사용하여야 먼저 땜한 곳에 손
상을 주지 않고 접합할 수 있다.
(2) 금땜, 백금땜
금에 은땜을 사용하면 접합 부위의 색상 차를 주어 금의 품위를 떨어트릴 수 있으며
제품의 전체 금 함량에 영향을 줄 수도 있으므로 금은 금땜을 사용하여 접합해야 한
다. 금땜은 금에 첨가된 합금 비율에 따라 달라진다. 주로 2단계 정도 낮은 순도의 합
금으로 용융점이 50~100℃ 가량 낮은 땜을 사용한다. 24K 금은 20K, 18K 금은 14K,
14K 금은 10K로 합금된 땜을 사용하며, 백색금(White Gold)은 팔라듐을 합금하여 12K
로 제작된 땜이 주로 쓰인다. 백금(Platinum)은 백금(37.5%)에 팔라듐(20%)과 금(42.5%)
을 합금하여 만든 땜이 쓰인다.
5. 토치 사용하기와 불꽃의 종류
(1) 토치 사용법
(가) 연료통에 압력계와 압력조정밸브가 있다면 다음과 같이 확인한다. 산소통 위의
메인 밸브를 열고 고압력계 바늘이 움직이면 현재 산소량을 확인하고, 압력조정
핸들을 돌리면서 안으로 눌러 저압력계 비늘이 움직이면 공급될 산소의 양을 확
인한다. 압력은 3~5psi(pounds per squre inch)가 적당하다. 가스통도 같은 순서로
확인한다. 가스량을 산소량과 같거나 약간 많은 정도가 좋다.
(나) 토치에 붙은 가스밸브(적색 호스)를 살짝 열고 라이터를 이용하여 불을 붙인다.
(다) 산소밸브(녹색 호스)를 열면서 가스 불꽃에 산소를 공급한다. 원하는 불 크기가
될 때 까지 가스밸브와 산소밸브를 번갈아 열어 가며 불을 조절한다.
(라) 불을 끌 때에는 산소밸브를 먼저 잠그고 가스밸브를 잠근다.
(마) 산소통과 가스통의 메인 밸브를 잠그고 게이지가 0으로 떨어지는지 확인하고 압
력조정밸브도 풀어서 잠근다.
(바) 토치를 사용할 때에는 눈을 보호하기 위해 보안경을 쓰는 것이 좋다.
(2) 불꽃의 종류
산소가 거의 없는 가스만으로 된 불꽃을 탄화 불꽃이라고 하며 산소의 양에 따라 다
음과 같이 나눌 수 있다.
(가) 환원 불꽃
가스량이 산소량보다 많은 불꽃으로 황색을 띠며 끝이 날카롭지 않다. 전체적으로
예열하거나 접합할 때 사용한다.

(나) 산화 불꽃
가스량보다 산소량이 많은 불꽃으로 청색을 띠며 끝이 날카롭다. 환원 불꽃보다 온
도가 높아 고온으로 접합하여야 하는 금속이나 용융 작업에 쓰인다.

(다) 천연 불꽃
가스와 산소량이 1:1인 환원과 산화 불꽃이 중간 정도의 불꽃으로 청색의 중심 불
꽃의 끝에 노란 불꽃이 조금 보이는 정도이다.

'공예 관련' 카테고리의 다른 글
| 압연기를 이용한 금속 무늬 표현 (0) | 2022.04.23 |
|---|---|
| 평면가공 - 성형 망치를 이용한 금속 무늬 표현 (0) | 2022.04.22 |
| 금속공예 - 다양한 금속 접합 방법 (0) | 2022.04.20 |
| 금속공예 - 판재 땜질 (0) | 2022.04.20 |
| 금속공예 - 선재 땜질 (0) | 2022.04.19 |