선재 땜질하기
땜의 기본 순서를 익히고 선재를 땜하여 다양한 금속 작품을 제작할 수 있도록 한다.
1. 땜의 기본 작업 순서
(1) 땜을 할 금속판을 소다수나 중성 세제로 깨끗이 씻고 물기를 없애고 땜이 되어야 하
는 부분을 사포로 살짝 밀어주어 표면의 마찰력을 높이도록 한다. (전처리 과정)
(2) 물레 위에 석면판을 놓고 줄질하여 다듬어진 조각들을 이어야 할 부분을 맞대어 올려
놓고 움직이지 않도록 고정시킨다.
(3) 중성 불꽃으로 예열하고 땜이 되어야 할 부분에 붕사를 칠하고 땜을 올려놓는다. 땜이
잘 흐르게 하기 위해서는 땜 조각을 붕사에 담근 후 올려주는 것이 좋다. (토치 사용
법과 불꽃의 종류는 활용서식 참조)
(4) 전체를 골고루 가열한 후 땜이 되어야 할 부위에 집중적으로 토치를 대고 약 700~80
0℃까지 가열하면 땜이 순간적으로 녹아 흘러 틈을 메우게 된다.
(5) 땜이 녹아 흐를 때 틈을 따라 불꽃을 이동하여 땜이 빈틈없이 흐를 수 있도록 한다.
면의 이음새가 클 경우 땜으로 메워지지 않을 수 있으며 시작과 끝점이 맞지 않을 경
우 형태가 틀어져 땜이 될 수 있으므로 땜하기 전 줄질로 시작과 끝을 이어주는 지점
을 맞춰 주는 것이 매우 중요하다.
(6) 땜이 끝난 조각은 물에 식힌 다음 산 처리하여 땜 과정에서 생긴 불순물을 없애준다.
· 산처리 하기
금속을 유산(은이나 금 세척용)이나 질산(동 세척용)을 물에 희석한 산에 일정 시간
담가 땜 작업을 하는 동안 금속 표면에 생긴 불순물을 없애주어야 한다. 일반적으
로 동 세척용이나 대공의 경우 물의 양에 10%의 산을 넣어 사용하고, 장신구 등을
제작하는 세공의 경우에는 2~3% 정도의 농도로 산 처리 용액을 만든다. 산 용액을
담는 통은 두꺼운 플라스틱 용기나 도기, 유리 재질의 통을 사용한다. 은을 세척하
는 유산 액의 경우는 온도를 높여 세정력을 더욱 강하게 하는 것이 좋으므로 도기
로 된 슬로우 쿠커를 사용하거나 버너나 알코올램프로 데워 사용할 수 있는 유리
냄비나 비커에 산 용액을 만들어 쓰는 것이 일반적이다. 산 처리 후에는 물로 세척
해준다.
2. 선재 땜하는 법
땜 방법에는 가장 기본적인 방법으로 땜 조각을 핀셋으로 땜이 되어야 할 부분에 올려놓
고 열을 가하여 땜하는 방법과 땜을 선재와 같이 재단하여 한쪽 끝을 핀셋으로 집고 접합
부위에 땜이 될 온도까지 가열하면서 땜을 접합부에 대 주어 땜이 용해돼서 흐르게 하는
방법이 있다.
선재와 같이 가는 부속을 서로 땜할 때는 땜을 올려놓고 가열하여 땜을 하게 되면 용융점
에 쉽게 도달하여 금속이 쉽게 녹아버리는 경우가 많아 선 형태의 땜을 이용하여 선 땜을
하거나 미리 금속 끝에 땜을 녹여 응착시킨 후 접합해야 할 금속 부분에 올려놓고 가열하
여 접합시키는 것이 좋다.
(1) 선형 땜으로 질러 땜하기

선재로 되어 있는 땜을 사용하여 땜을 자르지 않고 금속 가열 단계에서 땜을 접합해
야 하는 부분에 대주어 땜이 순간적인 열에 의해 부분이 떨어져 나오면서 녹아 바로
흐르게 하는 방법이다
(2) 땜 올려붙이기
가는 봉과 봉을 접하거나 판재에 봉을 세워 접해야 할 때 쓰는 방법으로 한쪽 봉에
땜을 미리 녹여 붙인 후 두 번째 금속의 접해야 할 부분에 붕사를 바르고 열을 가한
후 일정 온도(용융점보다 낮은 온도)가 되었을 때 땜이 묻은 봉을 대고 접합하는 방법
이다.

수행 내용 / 선재 땜질하기
선재 문양을 땜한다.
1. 도면 그림을 확인한다.

2. 내부 지름 50mm가 되는 원을 만들기 위해 황동 봉을 자른다.
- 길이 계산: (지름×3.14)+(판 두께×2)
3. 황동 봉의 양 끝을 줄로 평을 잡아 다듬는다.
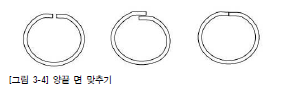
4. 열처리하여 식힌 후 둥글게 말아 양 끝이 맞닿게 한다. 끝을 조금씩 구부려 직선으
로 만들어야 면이 수평으로 완전히 맞출 수 있다. 양 끝을 맞물리게 교차한 후 텐
션을 이용하여 서로 맞닿게 해주어 양면 사이의 공간이 벌어지지 않게 해주는 것
이 좋다.
5. 금속 봉 양 끝이 맞닿는 부분에 붕사를 칠하고 토치로 살짝 열을 준 후 붕사가 건
조해지면 땜 조각을 올려놓고 땜을 한다. 제작에 있어 땜은 강땜(80%)으로 시작하
는 것이 좋으나 불이 약하거나 다양한 땜을 사용할 필요가 없을 경우 중땜(70%)으
로 하여도 좋다.
6. 땜을 한 금속 조각을 물에 넣어 식힌 후 산에 넣어 표면에 생긴 불순물을 제거한
다. 금속을 물에 넣어 급속히 식힐 경우 금속이 단단해져 다음 성형이 힘들어질 수
있으므로 성형 전 다시 열처리를 해주거나 산처리 전 서서히 식혀주는 것이 좋다.
모든 땜 과정 후에는 산처리를 하여야 한다.
7. 적동 봉을 B길이×4만큼 자르고 각 접기를 하기 위해 아래의 그림과 같이 홈을 판다.

8. 각접기 한 봉의 끝을 땜하고 나머지 각접기 된 세 부분에도 땜을 해 고정시킨다.
9. 마퀴즈 모양을 만들기 위해 파이프를 도면에 대고 필요한 길이만큼 잘라 곡선으로
휘고 양 끝을 줄질하여 땜한다.
10. 마퀴즈와 사각을 땜하기 위해 사각틀의 안쪽을 줄질하여 마퀴즈 끝이 잘 끼워질
수 있도록 하여 땜한다.
11. 사각과 마퀴즈를 땜한 결과물을 먼저 제작한 원형 조각과 땜하기 위해 원형의 안
쪽을 사각 끝이 끼워질 수 있도록 홈을 파고 땜한다.
12. 줄로 땜 자국을 없애고 형태를 잡아 다듬은 후 사포질하여 마무리한다.
'공예 관련' 카테고리의 다른 글
| 금속공예 - 다양한 금속 접합 방법 (0) | 2022.04.20 |
|---|---|
| 금속공예 - 판재 땜질 (0) | 2022.04.20 |
| 금속공예 - 줄을 이용한 각접기 (0) | 2022.04.14 |
| 금속공예 - 절단 도구를 이용한 금속 자르기 (0) | 2022.04.13 |
| 금속공예 - 줄의 종류와 활용 (0) | 2022.04.12 |